Vergleich Zugprüfung
Die Prüfmethode und die Prüfanlage wurden im Rahmen einer ZIM Förderung entwickelt. Ein Teil der Entwicklung war die Validierung der Ergebnisse. Die PWT GmbH in Heidenheim ist ein akkreditiertes Prüflabor und war bei der Entwicklung direkt beteiligt. PWT prüft im Jahr hunderte Zugproben aus allen möglichen Werkstoffen und in allen möglichen genormten Konturen. Wir waren äußerst kritisch im Umgang mit den Ergebnissen und am Ende überrascht von der Qualität der Ergebnisse.
Der Zugversuch ist genormt, die Proben sind genormt und ganz wichtig, der Zugversuch mitsamt dessen Ergebnissen ist Stand der Technik, weltweit bekannt und anerkannt. Twist-Control ist das nicht. Aber unzählige Validierungen der Ergebnisse im Rahmen der Entwicklung, im Rahmen von Bachelorarbeiten und im Rahmen der Markteinführung kamen immer zu demselben Ergebnis. Die Ergebnisse der neuen Prüfmethode sind eigentlich „ehrlicher“ als die Ergebnisse klassischer Zugversuche.
Das klingt erstmal vermessen, aber mit der folgenden Erklärung wollen Wir sie mitnehmen und Sie davon überzeugen.
Wir bitten hier aber vorab um Verständnis, dass wir eine tiefergreifende Erläuterung der metallphysikalischen Zusammenhänge online für nicht seriös halten. Das machen wir sehr gerne in einem persönlichen Austausch. Wir sind sehr gespannt auf Ihre Fragen und sind immer interessiert, mit Ihnen die neue Methode bzw. deren Ergebnisse zu diskutieren.
Twist-Control - Zugversuch
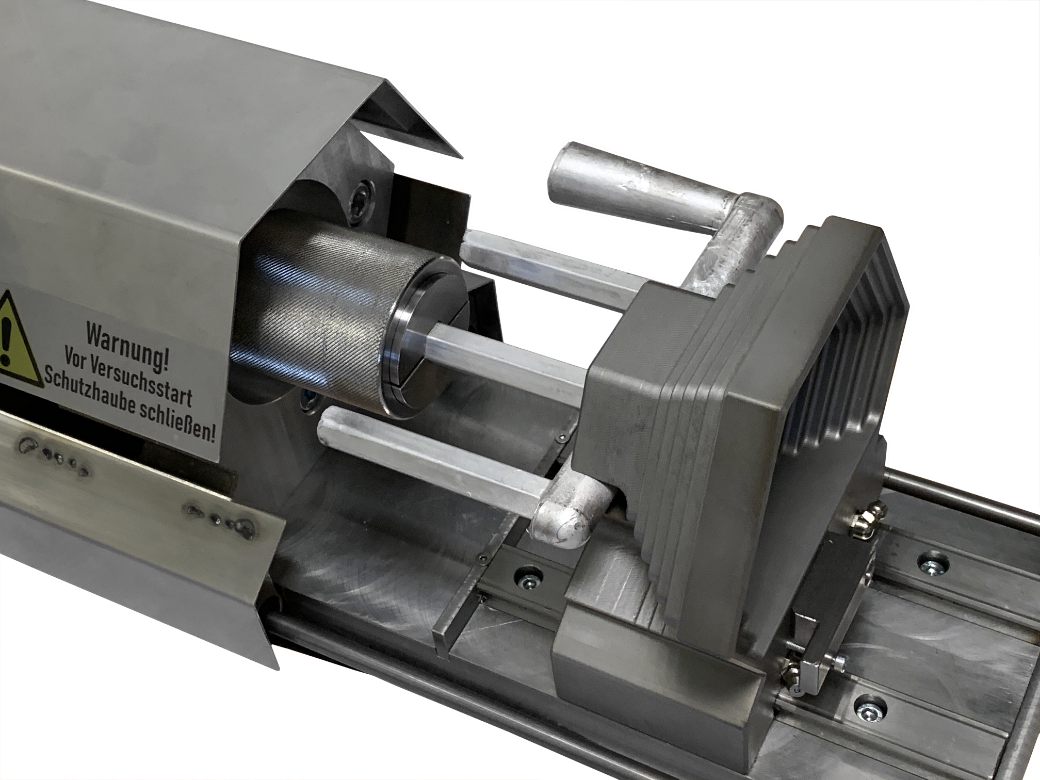
Der wesentliche Unterschied bei der neuen Prüfmethode zum Zugversuch ist, dass die Proben durch eine äußere Torsions-Beanspruchung belastet werden. Twist-Control spannt dabei die Proben auf einer Seite mit einem feststehenden Radiallager mithilfe einer Spannzange eingespannt. Die andere Seite der Probe wird durch ein axial bewegliches, festes Lager gespannt. Die Umrechnung der aufgenommenen Werte (Moment und Winkel) erfolgt im Hintergrund durch patentierte Algorithmen, die in der Software eingebunden sind.
Zur Umrechnung des Torsionsmomentes in eine Zugspannung 𝜎 wird folgender Zusammenhang verwendet
𝜏𝑚𝑎𝑥=𝑅𝑚
Für die maximale Schubspannung gilt:
𝜏𝑚𝑎𝑥=𝑀𝑡/𝑊𝑡
Zur Umrechnung des Torsionsmomentes 𝑀𝑡 in die maximale Schubspannung 𝜏𝑚𝑎𝑥, die im Prüfstab vorherrscht, wird das Torsionswiderstandmoment 𝑊𝑡 benötigt. Dieses errechnet sich für den Sechseck-Querschnitt mit der Formel:
𝑊𝑡=0,997 ∙ 𝑟3
Die maximale Schubspannung wird durch Normalspannungen und Querkräfte vermindert. Die Berechnung dieser Einflüsse soll jedoch den Algorithmen der Software vorbehalten bleiben.
Die Bruchdehnung 𝐴 ist definiert als:
𝐴=(𝑙−𝑙0/𝑙) ∙ 100%
Werden Proben tordiert, lässt sich keine brauchbare Längenausdehnung messen, die zur Bruchdehnung A führen würde. Deshalb wird die aus dem Zugversuch bekannte Beziehung zwischen der Bruchkraft und der Hooke’schen Gerade verwendet. Für spröde Werkstoffe 𝑅𝑚 gleich der Bruchkraft, da keine Einschnürung stattfindet. Der der Bruchkraft zugehörige Wert für die Dehnung ist 𝐴𝑡, die gesamte Dehnung beim Bruch. 𝐴𝑡 setzt sich zusammen aus dem elastischen Teil 𝐴𝑒𝑙 und dem plastischen Teil 𝐴𝑝. Um die plastische Verformung allein zu erhalten, muss der elastische Teil der Deformation eliminiert werden. Dazu wird die Hooke’sche Gerade im Spannungs-Dehnungs-Diagramm parallel verschoben, bis diese den Graphen im Punkt 𝑅𝑚 schneidet. Die Dehnung wird an der Abszisse abgelesen.
Die Umrechnung des Winkels in die Dehnung 𝜀 erfolgt in Abhängigkeit von der Länge, der Querschnittsfläche, des Umfangs und einer Geometriekonstanten.
Ergänzend unterscheiden wir hier mal 2 „Werkstoffgruppen“:

Gruppe 1 - homogene Proben
Gruppe 1 sind die homogenen Proben, also solche Proben bei denen die Korngröße von Kern bis zum Rand der Proben gleich, zumindest ähnlich ist. Die Festigkeitsverteilung zwischen dem Kern und dem Rand der Probe ist sehr ähnlich. Die Ergebnisse dieser Proben sind mit denen eines Zugversuchen sehr identisch, da die Spannungsverteilung über den Querschnitt aufgrund der gleichmäßigen Festigkeit ebenfalls gleich ist. Kennzeichnend für so gebrochene Proben ist der extrem scharfe Bruch der Proben. Die sehen so aus, als wenn sie mit dem Messer getrennt wurden. Die scharfe „Schnittkante“ stellt übrigens ein sichtbares Qualitätsmerkmal für homogene Werkstoffe dar, welches mit Twist-Control möglich ist. Bei einer gebrochenen Zugprobe ist das nicht zu sehen.

Gruppe 2 - inhomogene Proben
Gruppe 2 sind die inhomogene Proben, also Proben mit unterschiedlichen Korngrößen im Kern und am Rand. In der Regel ist die Korngröße im Kern deutlich größer als am Rand. Bei gegossenen Proben bzw. bei Proben, welche aus Gussteilen entnommen wurden, ist fast immer der Fall. Da es einen unmittelbaren reziproken Zusammenhang zwischen der Korngröße und der Festigkeit gibt, verteilt sich die Festigkeit nicht so gleichmäßig wie bei homogenen Proben. Die Festigkeitsverteilung verhält sich genau so wie die lokale Korngröße. Innen ist die Korngröße größer, d.h. die Festigkeit ist geringer und außen ist die Korngröße kleiner und die Festigkeit größer. Wird die Probe nun durch Verdrehen belastet, entsteht ein Spannungsgradient, der zu den „typischen“ Torsionsbrüchen führt.
Was bedeutet das nun für den Zugversuch?
Bei Zugversuchen kann dieses kennzeichnende Verhalten nicht beobachtet werden. Dafür gibt es zwei Gründe:
-
Die Zugproben müssen bearbeitet werden. Dabei wird häufig die „wertvolle“ Gusshaut mit der höchsten Festigkeit weg bearbeitet. Werden Zugproben direkt gegossen, schrumpfen die Proben beim Erstarren auf die Schultern der Form und erzeugen damit Eigenspannungen, die beim Versuch erst mal überwunden werden müssen.
In beiden Fällen ergeben sich aus dem Versuch geringere mechanische Eigenschaften, als tatsächlich im Bauteil vorhanden (hier sei noch eine Bemerkung erlaubt: Der Zusammenhang der Probenfestigkeit angegossener Zugproben zu der realen Bauteilfestigkeit ist berechtigt umstritten. Twist Control bietet die Möglichkeit, neue Wege bei der Überprüfung der Bauteilfestigkeit zu gehen). - Die Spannungsverteilung, wie sie durch das Einbringen von äußeren Torsionsspannungen erzeugt wird, kann durch die axiale Belastung beim Zugversuch nicht erzeugt werden.
So gesehen kann Twist-Control ehrlichere und deutlich rascher mechanische Eigenschaften zur Verfügung stellen, als der klassische Zugversuch.